
ABOUT US
G-CRAFTについて

31歳からアマチュアゴルファーとして活動している中、ゴルフクラブのメンテナンスをしている当別町「クラフト」の代表と出会い、その技術に惚れ込み技術を習得し2024年に店舗をオープンいたしました。
シャフト交換、修理、調整、クラブの販売などゴルフクラブ全般を取り扱っています。
ゴルフ好きだからこそお客様の悩みに丁寧に向き合い、お客様に合ったアドバイスができます。



REASON
G-CRAFTが選ばれる理由

当工房について

ゴルフクラブの加工技術である「溝加工」

ゴルフクラブ全般を取り扱っています
WORK
主な業務内容

シャフト調整
スライスやフックを直したい。もっと高弾道にしたい。
あなたのそんな願いを叶えるプロのフィッティングをお試しください。
※お客様のご使用クラブ、体格、スイングスピード、スイングの癖などにより大きく効果が変わりますので、必ずフィッティングを受けて最適のウェイトを装着してください。

クラブ調整
“振りやすさの指標”といわれている、クラブの総重量に対して、どれくらいヘッドが重いかのバランスをお客様の最適に調整いたします。クラブ全体の重量ではなく、クラブを振ったときにヘッドの重さがどれだけ感じられるか、そのバランスの取り方に関する指標となります。

グリップ交換
ゴルフクラブの手元に付いている、滑り止めのグリップ。このグリップはゴルファーとクラブをつなぐ唯一の接点ですが、ゴルファーならご存知のように、使えば使うほど劣化が進む「消耗品」です。
劣化が進み、へこみやこすりが目に見えるようになると、プレーに悪い影響を及ぼす可能性もあります。
使用頻度やメンテナンスの方法にもよりますが、1年に1度は交換した方が望ましいとされています。

ゴルフ用品販売
ゴルフクラブをメンテナンスしないまま放置すると、性能が低下し、プレーに悪影響をおよぼす可能性があります。
クラブフェースが汚れたままだと、スピンがかかりにくくなり、コントロールが難しくなります。
さらに、シャフトにサビが発生したまま放置すると強度が極端に落ちてしまい、折れる危険も。
定期的な清掃や点検を心がければ、大切なクラブをきれいな状態で長く使用することができます。

ウェッジフェイス溝加工
適合品として販売されているウエッジの溝の深さは0.3~0.4くらいが一般的です。
ルールとして認められている範囲は、0.508mmです。
当社では、ギリギリまでの加工が可能です。彫刻ではなく切削で、数mm深く加工するのに5~8回の工程で切削していくために、精度を優先して加工しております。
当社ではデプスメーターを採用しておりますので、制限値以内かを確実に計測をしております。
PRICE
工房工賃表
| シャフト | 持ち込みシャフト交換 | 4,400円 |
| シャフトカット | 1,980円 | |
| シャフト伸ばし(カーボン) | 2,200円 | |
| シャフト伸ばし(スチール) | 1,980円 | |
| グリップ | 持ち込みグリップ交換 | 550円 |
| グリップ抜き再利用 | 550円 | |
| バランス | バランス調整 | 550円 |
| ヘッド | ヘッド抜き直し | 4,400円 |
| ヘッド抜き | 1,100円 | |
| その他 | ソケット抜き直し | 550円 |
| ロフトライ調整 | 550円 | |
| 溝加工 | 溝加工 | 13,200円~ |
独自の加工技術
クラフトは独自の加工技術で、他に類を見ないクラブ加工を行っています。
驚くような加工技術です。
溝の深さのデジタル計測
適合品として販売されているウエッジの溝の深さは0.3~0.4くらいが一般的です。
ルールとして認められている範囲は、0.508mmです。
当社では、ギリギリまでの加工が可能です。彫刻ではなく切削で、数mm深く加工するのに5~8回の工程で切削していくために、精度を優先して加工しております。
当社ではデプスメーターを採用してますので、制限値以内か否か仕上がり時に確実に計測をしております。
通常市販品のウエッジのフェース面は意外に歪んでるもので、ゲージを当てると一目瞭然です。
どこを基準にするかは、私は平均的な所。高くないし低くもない所を基準に作業を進めています。
溝計測器の実際に計測している
数値ギリギリに計測しています

溝加工の実際に計測している
既存のウェッジの浅さ

新溝の定義
さて、工房から新溝の加工を皆さんに解り易く簡単に説明しましょう
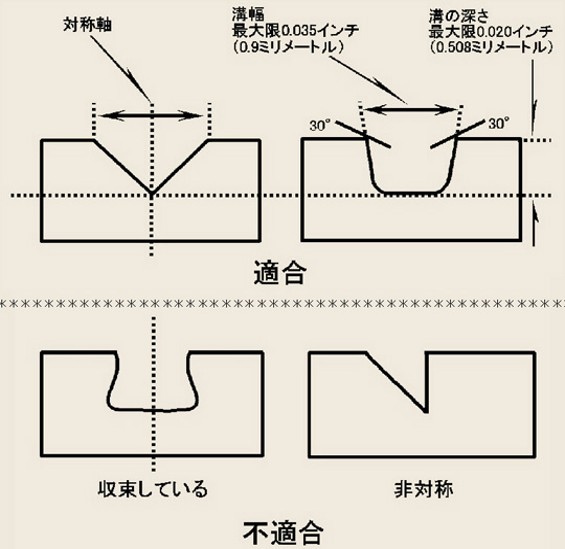
新溝の定義として溝幅、形状、底部の収束ライン等説明すると色々ですが、ここでは簡単に。
詳しくは近いうちにHPで紹介します、今しばらくお待ちください。
先ず溝幅は0.9mm以下でならなければいけない、溝の深さは0.508以下でなくてはいけない、溝の底部は終息してはいけない、これが原則ですが誤差範囲(供用範囲)は0.05mmの誤差範囲を認めています?
個の誤差範囲を最大限生かして加工するのが、私の加工です
まだまだ書けば規制はありますが、加工のポイントは先ず溝のR部分は加工出来ない(してはいけない)深さに関しても最大限規制値を誤差範囲に加工ですが通常V型に近いのが新溝ですが、V型を誤差範囲で加工して極端に言えばU型に近い加工、これでル-ル的には問題ないと思います。
溝の数は溝幅の3倍以上とと決まってますので、メ-カ-サイドに委ねる以外ありませんね。
溝数を増やすことは追い加工は出来ません。
新溝の範囲で追い加工でスピン量は確実に増やせ、止まりの良い物に出来ると言うことです角溝(旧溝)に加工してる業者さんもいますが(競技に出なければまだまだ使うことが出来るし)一応2014年までアマの試合でも大丈夫ですが、それ以降はまだまだ未定の部分です。
私は工房に在るCNCで刃物を製作して頂いて加工していますがCADで図面を書いてCAMでマシン言語に変換、マシンに渡して、精度補正等経て加工となります、意外にヘッドの精度誤差が多いので深さや幅に関しては追い加工出来るということです。機会が在れば一度お試しください。
溝の深さの実際の画像比較
分かりやすく画像を。
下の画像で分かると思いますが…
左は角溝に加工、真ん中はノーマルの溝、右は新溝の加工です。
底部がRになっていて、角の30Rも残っています。深さは基準値ですが、元々の溝の深さが浅いためノーマルに比べて深く見えるはずです。これでも基準値以下です。
深さは市販品で浅いものは0.3mmくらいから深く見えても0.4mm前後、基準の誤差範囲ギリギリ加工なら当然食いつきもよくスピン量は稼げます。
接触時間も長くなり、ラインも出やすくなります。


CONTACT
お気軽にお問い合わせください
G-CRAFT
〒053-0823 北海道苫小牧市柏木町2−16−27
定休日:不定休
 「溝加工」だけではなく、シャフトの交換・修理・調整、クラブの販売なども行っています。
「溝加工」だけではなく、シャフトの交換・修理・調整、クラブの販売なども行っています。 道内で溝加工を行う事ができる工房は、当別町の「CRAFT」と当店だけです。溝加工とは、ウェッジのフェースに刻まれた溝をルールの範囲内で彫り込むことでスピン量が増え、グリーン上でボールがボールがよく止まるようにすることができる技術です。
道内で溝加工を行う事ができる工房は、当別町の「CRAFT」と当店だけです。溝加工とは、ウェッジのフェースに刻まれた溝をルールの範囲内で彫り込むことでスピン量が増え、グリーン上でボールがボールがよく止まるようにすることができる技術です。 アマチュアゴルフでエミナゴルフクラブチャンピオンや北海道ゴルフ倶楽部チャンピオンといった数々のタイトルを獲得。さらにミッドアマチュア選手権、社会人選手権の全国大会出場などの実績を経たのち、当別町「クラフト」の代表と出会い、その精微な技術に衝撃を受け、創業を決意。技術を習得するため当工房に通い続けました。店名の由来は当別町の工房への敬意を込め「G-CRAFT」としました。
アマチュアゴルフでエミナゴルフクラブチャンピオンや北海道ゴルフ倶楽部チャンピオンといった数々のタイトルを獲得。さらにミッドアマチュア選手権、社会人選手権の全国大会出場などの実績を経たのち、当別町「クラフト」の代表と出会い、その精微な技術に衝撃を受け、創業を決意。技術を習得するため当工房に通い続けました。店名の由来は当別町の工房への敬意を込め「G-CRAFT」としました。